

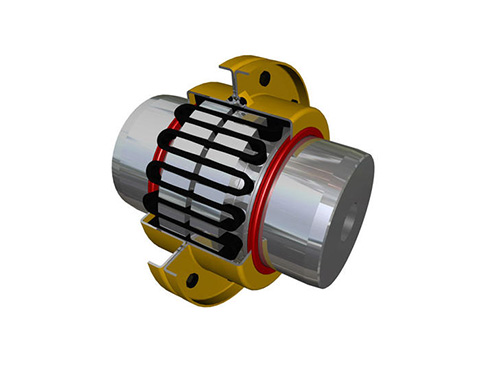




鼓型齒式聯軸器異響振動現象排除方法與出現誤差的原因
一、鼓型齒式聯軸器齒形齒面出現誤差的原因
滾刀齒形誤差太大或分齒運動瞬時速比改變大,工作缺陷情況有四種,

1.滾刀刃磨后,刀齒等分性差
2.滾刀軸向竄動大
3.滾刀徑向圓跳動大
4.滾刀用鈍
主要方法著眼于滾刀刃磨質量,滾刀裝置精度以及機床主軸的幾何精度
1.控制滾刀刃磨質量
2.滾刀的裝置精度,一起裝置滾刀時不能敲擊,墊圈端面應平坦,螺母端面要筆直,錐孔內部清潔,后托架裝上后不能留間隙。
3.復查機床主軸的旋轉精度,并調整機床前后軸承,特別止推墊片。
4.替換新刀。
二、鼓型齒式聯軸器異響振動現象排除
(1)依據同軸度檢測數據,將電機整體向非驅動端移動0.40mm,電機前腳減墊0.30mm,后腳減墊0.35mm。
(2)對角均勻預緊4條地腳螺栓,換距離套,裝置聯軸器,并丈量同軸度,調整電機左右和上下位移,重新丈量同軸度,待合格后均勻緊固地腳螺栓。
(3)調節電機8條定位螺栓,使其擰緊力矩持平,避免發生側向位移。
調整電機后,檢測泵機組同軸度,檢測成果符合正負0.01mm差錯規范發動機組,試運轉3個小時,聯軸器異響、電機軸竄、振蕩現象消失。機組傳感器收集的振蕩數據正常,泵非驅動端推力軸承發熱故障消 除,機組平穩運轉。
三、鼓型齒式聯軸器同軸度的校正方法
(1)直尺及塞尺檢查法。通常情況下,同一個相連的聯軸器的同軸度有端面歪斜以及徑向位移2種表現形式,而選用直尺以及塞尺分別對其進行檢查時,是不需求滾動聯軸器的,在水平和筆直方向,也便是咱們常說的十字方向上的四個點上分別測量出端面歪斜以及徑向位移的誤差,之后在整理測量值,就可以確認誤差是否符合要求。假如發現存在問題時,應從從動機開端調整,直到誤差符合要求停止。
(2)百分表檢查法。這種辦法應先固定好百分表,而且其也分為兩種辦法,辦法應將百分表卡在易滾動的一類聯軸器上,同時應保 證其滾動的狀況,而另一類聯軸器則是停止的;2種辦法則應聯接好2個半聯軸器,保持其滾動的狀況,百分表是一直都指在另一個聯軸器的一個點上的,這種辦法也叫做一點檢查法。
四、鼓型齒式聯軸器要留意螺栓松動問題
螺栓作為聯軸器的重要緊固件,要常常調 查留意,關于新裝的聯軸器要運行24小時后停機查看螺栓的松緊,及時緊固螺栓,如此這樣少三次,確 保兩半聯軸器結合嚴密,才能正常作業。
平時也要留意調 查,不可讓螺栓和螺母松動,發現異常要及時維修或許替換,避免在作業中呈現不要的丟失,如果兩半聯軸器在高速旋轉下分隔,有或許損壞機械設備,甚至有或許傷人,零部件雖小,但是不可以粗心。聯軸器的運用壽命主要取決于聯軸的原料和彈性元件質量。
